Массовое многономенклатурное производство в России: визит в компанию "Болид"
Источник: И. Шахнович, М. Шейкин, www.electronics.ru, журнал Электроника НТБ, №3 (00134) 2014
Мы продолжаем рассказывать о российских компаниях, выпускающих массовую электронную продукцию. На сей раз мы посетили компанию
Болид – известного российского производителя систем охраны, пожарной сигнализации, автоматизации и диспетчеризации и т.д. Компания примечательна тем, что производит весьма широкую гамму продуктов – в ее номенклатуре порядка 150 типов изделий, от оборудования диспетчерских пультов до датчиков задымления. При этом ежемесячный объем выпуска составляет до полмиллиона устройств. Компания последовательно проводит политику технологической модернизации. В частности, совсем недавно была введена в эксплуатацию новая линия поверхностного монтажа на основе установочного автомата Fuji NXT II. Напомним, эта система принципиально ориентирована на массовое производство. Как проявляются ее достоинства в условиях многономенклатурного производства, как в целом организован производственный процесс в компании "Болид", как построена система управления производством? За ответом на все эти вопросы мы приехали в подмосковный Королев, на территории ЦНИИмаш находится производство компании "Болид".

ЦНИИмаш – один из прародителей и столпов отечественной ракетно-космической отрасли. Здесь работали Королев и Янгель. Отсюда выделилось предприятие, известное сегодня как РКК "Энергия". Всем известный ЦУП – Центр управления полетами – одно из подразделений ЦНИИмаш. На территории этого легендарного предприятия и располагаются производственные мощности компании "Болид" – одного из крупнейших российских производителей электронного оборудования.
Нас встречает основатель и генеральный директор компании, Игорь Александрович Бабанов.

Игорь Александрович Бабанов
Игорь Александрович, какова история развития производства компании "Болид"?
Как и абсолютное большинство современных российских приборостроительных компаний, мы начинали практически с нуля. Предприятие было создано 6 мая 1991 года, и прошло несколько этапов развития. До 1998 года мы в основном занимались торговлей, оптовыми поставками систем безопасности. Производить самим в тот период было сложно. Тем не менее, определенные усилия в этом направлении мы прикладывали, выпускали нишевые продукты, которые нельзя было купить на рынке. Например, разрабатывали и изготавливали устройства согласования пультов вневедомственной охраны с компьютерами. Однако массовые изделия для систем безопасности производить было нерентабельно. В 1998 году у нас уже было собственное производство, но практически все оно помещалось в одной комнате – монтаж, проверка, сборка-упаковка. И объем продукции был невелик.
В 1998 году случился кризис, доллар резко вырос к рублю почти в четыре раза. Нам это здорово помогло – рубль и труд подешевели, производить в России стало выгодно. Наверное, это был очень хороший толчок для всего российского приборостроения. После 1998 года и начался наш рост, шаг за шагом.
В 2000 году купили первый, еще ручной установщик SMD-компонентов, начался переход на технологию поверхностного монтажа – до этого мы использовали только пайку в отверстия. Это стало заметным шагом вперед. На ручном установщике проработали весь 2000 год, достигали рекордной производительности в 48 тыс. компонентов в месяц.
Уже в следующем году с помощью компании Остек мы купили свой первый автоматический установщик ЕSM. Это был автомат начального уровня, с производительностью 4 тыс. компонентов в час. Вместе с ним приобрели ручной трафаретный принтер и отдельную печь оплавления. С этим оборудованием мы работали ровно два года, достигли производительности 434 тыс. компонентов в месяц – почти в 10 раз больше по сравнению с ручным установщиком! Но объемы производства росли, и впору было задуматься об автоматической линии.
В 2003 году предприятие Остек поставило нам первую конвейерную линию. Она включала установщик Philips Topaz, трафаретный принтер компании DEK, конвекционную печь, систему автоматической оптической инспекции (АОИ). На новой линии наш рекорд составил уже 1,3 млн. компонентов в месяц. Но и этого было уже мало, в следующем году мы поставили в линию второй автомат Topaz, а через год – еще один. В итоге производительность линии выросла до 8 млн. компонентов в месяц.
Вскоре возможности одной линии оказались исчерпанными – наше производство перестало быть мелкои даже среднесерийным. Остек в то время начал активно продвигать в России высокопроизводительные установщики японской компании Fuji. Осенью 2008 года у нас появилась новая линия на основе автоматов Fuji. Это был следующий качественный шаг вперед. Установщики Fuji по сравнению с автоматами Topaz – оборудование другого, более высокого класса. В них реализовано множество передовых технологий, благодаря которым у нас выросла производительность и точность установки компонентов, снизилось число дефектов. Тогда же мы внедрили систему автоматического оптического контроля точности нанесения паяльной пасты. Эта опция мало у кого встречается в России, но нам она оказалась очень полезной.
Новую линию мы ввели в эксплуатацию в октябре 2008 года, и тут случился кризис. В ноябре начался спад, а в январе 2009 ситуация стала очень тяжелой. Мы даже сократили свое небольшое подразделение в Туле, 25 человек. Тем не менее, 2009 год пережили, а с 2010 года опять начался подъем – объемы поставок выросли по сравнению с 2009 годом на 65%, мы вернулись на докризисный уровень и продолжили развитие.
Разумеется, помимо SMD-оборудования, мы не забывали и про остальные виды монтажа компонентов. С 2002 года у нас работает установка пайки волной, в 2012 году мы приобрели систему селективной пайки. Большое внимание уделяем автоматизации рабочих мест на других участках.
В 2013 году возможности двух сборочных линий оказались на пределе. Мы работали на них уже круглосуточно, порой включая выходные. И проблема была не только в том, что отсутствовали возможности дальнейшего роста. Хуже того – малейшая неисправность линии приводила к остановке всего производства, мы оставались без продукции. А ведь за цехом поверхностного монтажа находятся другие производственные участки, люди должны работать, получать зарплату. Поэтому в конце 2013 года мы объявили тендер на поставку новой линии. Основные критерии при выборе были: качество оборудования, его цена и надежность технического обслуживания. Тендер выиграл Остек, предложив автоматы Fuji нового поколения. Мы запустили линию в феврале 2014 года, и конечно же, в России начался кризис. У нас на предприятии даже ходит шутка – как только мы серьезно расширяем производство, в стране происходит экономический кризис. Мы его остро пока не ощущаем, но стагнация в российской экономике заметна, объемы продаж начали падать.
Что представляет собой современный "Болид"?
Сегодня мы выпускаем в основном компоненты для систем безопасности и пожарной сигнализации – датчики, блоки управления, согласующие элементы, источники питания, контрольно-пусковые шкафы и т.д. Всего около 150 типов изделий, из них 50–60 основных. Объемы производства и сложность изделий сильно различаются. Так, наш самый массовый продукт – датчики задымления – изготавливается сотнями тысяч в месяц, а для ОКР могут собираться единичные изделия.
Предприятие арендует четыре здания общей площадью 7500 м2. Есть филиалы в других городах, где работают разработчики. Всего на предприятии трудятся порядка 500 специалистов, из них 100 инженеров-разработчиков и программистов.
Наша основная проблема – производственные площади. Их катастрофически не хватает. Пожалуй, по показателю "объем выпуска на квадратный метр" мы можем претендовать на рекордный уровень в стране. Но такое достижение едва ли можно считать самоцелью. Порой доходило до того, что лишнее рабочее место негде разместить. Но эту проблему мы так или иначе решаем.
В плане производства мы сосредотачиваемся именно на сборке – от электронных модулей до готовых изделий в корпусах. Все остальное стараемся отдать на аутсорсинг, минимизируя все затраты – стоимость компонентов для нас один из важнейших показателей. Постоянно отслеживаем рынок, ищем производителей нужных нам комплектующих.
Так, мы сами не производим корпуса. Около 10 лет мы их возили из Кишинева – в России по таким ценам изготовить металлические корпуса или пластиковые корпуса нереально. Там очень дешевая рабочая сила, низкие накладные расходы. Сейчас начинаем работать и с другими производителями корпусов. Очень долго искали надежных поставщиков печатных плат, с ними была постоянная головная боль. В итоге нашли двух производителей в Китае и практически избавились от проблем с качеством печатных плат. Электронные комплектующие закупаем у надежных поставщиков, официальных дистрибьюторов ведущих мировых производителей. Что-то сами возим из Китая – некоторые корпусные детали, установочные элементы и т.п.
Как удается управлять столь сложным производством, учитывая большую номенклатуру и объемы выпуска?
Одно из главных достоинств нашего производства – система автоматизации. Она охватывает все сферы деятельности предприятия. Без такой системы выпускать столь крупные объемы изделий просто невозможно. Мы производим и продаем и оборудование, и программное обеспечение, все это нужно отследить, учесть. Но благодаря разработанной системе автоматизации, в любой момент можно сказать, какому потребителю отгружено то или иное изделие, проследить всю его историю – кто и как собирал, какие использованы комплектующие и т.п. Благодаря системе автоматизации производства, у нас нет обычного для многих предприятий планового и экономического отдела.
Итак, собственно производство. С ним нас знакомит главный технолог Алексей Сергеевич Ионов.

Алексей Сергеевич Ионов
У нас массовое многономенклатурное производство. Ежемесячно мы выпускаем порядка 100 типов изделий различными объемами – от штук до сотен тысяч изделий. По современным меркам изделия не очень сложные, они собираются на однои двухслойных печатных платах. Многие платы невелики по размерам, поэтому практически все они мультиплицированы и разделяются на отдельные модули только после этапа выводного монтажа.
На предприятии действует сквозная система прослеживаемости, поэтому перед началом работы каждая плата маркируется штрих-кодом. Причем мы используем уникальный для России двусторонний лазерный маркировщик. Штрих-код наносится на обе стороны печатной платы. Он считывается при каждой операции, что позволяет хранить полную историю изделия. А маркировка с двух сторон нужна для того, чтобы автомат оптической инспекции мог считать штрих-код при контроле обеих сторон платы.
Производство включает несколько технологических участков – поверхностного монтажа, объемного монтажа, функционального контроля, финишной сборки и т.д. Давайте последовательно пройдем по всей технологической цепочке.
Участок поверхностного монтажа

Участок поверхностного монтажа
На участке поверхностного монтажа мы используем три линии. К сожалению, мы не можем сконцентрировать их в одном помещении – предприятие использует арендованные площади, по принципу "что дадут". В основном все участки работают в одну смену, пять дней в неделю. Но линии поверхностного монтажа зачастую эксплуатируются круглосуточно. Мы работаем на рынке, который подвержен сезонным колебаниями, многие наши потребители – бюджетные организации, заказы от которых резко возрастают к концу года. Поэтому о равномерной загрузке производства говорить не приходится.
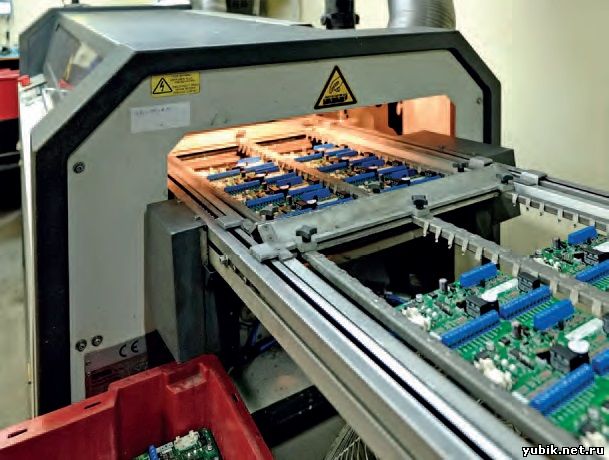
Самая новая линия была запущена в марте 2014 года. В ней используются новые модульные установщики компонентов Fuji NXT II. В автомате девять модулей с реальной производительностью около 100 тыс. комп/ч, в зависимости от собираемого изделия. Сама линия достаточно стандартна. Платы помещаются в магазинный загрузчик (компании Nutek), из него подаются в трафаретный принтер DEK Horizon 03IX. И тут – первая особенность: после принтера установлен автомат оптической инспекции Viscom S3088 SPI, контролирующий точность нанесения пасты. Мы не стали использовать трафаретный принтер со встроенным модулем оптической инспекции, так как он работает медленнее, чем два независимых устройства.
После инспекции паяльной пасты платы через буферный накопитель Nutek поступают в автомат установки компонентов Fuji NXT II. Затем платы проходят визуальный контроль и перемещаются в печь оплавления Ersa Hotflow 3/20 c 10 температурными зонами. После печи установлен еще один автомат оптической инспекции Viscom S3088 Flex – теперь уже готовых плат. Он рассортировывает платы по двум магазинам – в одном накапливаются годные, в другом – платы, в которых система АОИ обнаружила проблемы.

Установка двусторонней лазерной гравировки

печатная плата с нанесенным штрих-кодом
Вторая линия SMD аналогична. Отличие лишь в том, что в ней используется автоматы Fuji предыдущего поколения (Fuji NXT I) с чуть менее быстрыми головками, всего восемь модулей. Кроме того, в системе АОИ нанесения пасты и финишной инспекции установлены автоматы компании Orbotech. Линии полностью совместимы по программам для установочных автоматов, что позволяет очень быстро переносить изделия с одной линии на другую.
Эксплуатируем мы и нашу самую первую линию – первый автомат Topaz работает в ней уже 11 лет. Мы стараемся ее сильно не перегружать, но по меньшей мере 12 часов в день она работает.
Как быстро происходит переналадка линии при смене изделий?
Переналадка новых линий с изделия на изделие, включая перепрограммирование автоматов, смену трафаретов и загрузку установщиков, занимает в среднем 30–40 минут. Для ускорения процесса мы используем групповую смену питателей. Вместе с новой линией мы приобрели подкатные тележки для питателей. Пока линия работает, питатели на тележках заряжаются для следующего заказа. Потом происходит смена тележек с питателями, так что время простоя линии минимально. Программы для установщиков пишутся в режиме офф-лайн с отдельного рабочего места.

Трафаретный принтер DEK Horizon 03IX и установка АОИ нанесения пасты Viscom S3088 SPI

Модульные установщики Fuji NXT II

Тележки с подготовленными питателями для групповой загрузки

Установка АОИ Viscom S3088 Flex
У вас очень большая номенклатура. И в то же время – по две установки АОИ в линии. А ведь АОИ, как правило, – самый сложный для программирования станок в линии SMD. Как вы справляетесь с этой проблемой?
Действительно, в новой линии у нас две новых установки АОИ компании Viscom. Это очень быстрые и эффективные машины, их применение повышает производительность линии. Но они требуют времени на освоение, есть определенные нюансы. Но наши специалисты успешно осваивают эту технику. Сначала на одну программу уходило до двух дней, сейчас уже два-три часа. Нас выручает, что на производстве три линии, и на двух из них процессы уже отлажены. Поэтому мы берем одно изделие, запускаем на новой линии, отлаживаем процесс, затем переходим к следующему и т.д. В результате накапливаем набор программ для всей нашей номенклатуры.
Что происходит с платами, которые отбраковала система АОИ?
Платы, отбракованные АОИ после конвекционной пайки, проверяют специальные контролёры и при необходимости ремонтируют. Они сканируют штрих-код каждой платы и видят на мониторе, в чем причина отбраковки. Определяют, действительно ли есть ошибка. Если есть, ее исправляют, все это фиксируется в нашей базе и используется для последующего анализа. В целом, если процесс сборки платы на линии уже отлажен, выход годных плат составляет около 95%. Причем основное число дефектов – ложная отбраковка, обусловленная несовершенством оптического контроля.
Вы используете электрический контроль плат?
Он следует сразу после поверхностного монтажа. Разумеется, мы тестируем не всю продукцию, а выборочно, в зависимости от сложности изделия, степени ответственности применения и т.п. Для устройств, выпускаемых крупными партиями, мы используем два тестера компании TR-17 с зондами в виде "ложа гвоздей". Для проверки мелкосерийной продукции применяем автомат с летающими пробниками Seica S40 Pilot. Автомат с летающими пробниками стоит недешево, но для нас его применение оправдано – из-за очень большой номенклатуры мы не можем изготавливать "ложе гвоздей" для каждого изделия, проще написать программу для тестера.
При электрическом тестировании выявляются не только ошибки, но и некачественные компоненты, поскольку происходит проверка их номиналов. Но если обнаружен дефект компонентов – например, большое отклонение от номинала, анализируем всю партию. Это легко сделать, поскольку благодаря системе прослеживаемости мы знаем происхождение каждого компонента и можем отследить, куда запаяны компоненты с конкретной катушки.
Участок объемного монтажа
После поверхностного монтажа и электрического тестирования изделия поступают на участок объемного монтажа. Здесь элементы устанавливаются вручную и паяются на установках волновой или селективной пайки. Установка пайки волной Ersa 330 ETS работает у нас уже 12 лет, и до сих пор через нее проходит примерно 60% наших изделий. Несмотря на почтенный возраст, установка обеспечивает стабильно качественную пайку.

Пайка волной
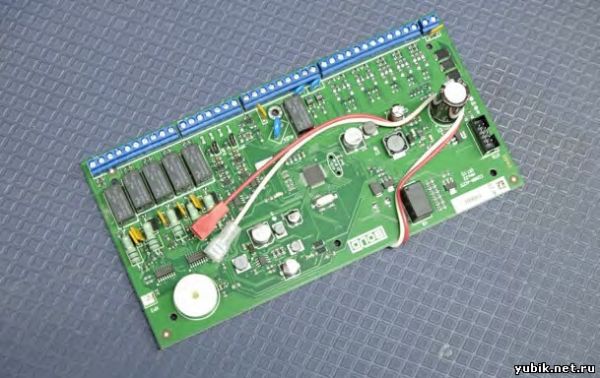
Собранная плата изделия
Если пайка волной невозможна по технологическим причинам, мы используем установку селективной пайки Pillarhouce Synchrodex 460 с автоматическим флюсователем. Пайка происходит в азотной среде фонтанчиком припоя, плата при этом неподвижна, а модуль пайки перемещается. Весь процесс отслеживается с помощью встроенной камеры. Но этот автомат более медленный, как волновая пайка. Тем не менее, мы приобрели установку селективной пайки в 2012 году, сейчас думаем о второй такой системе.
Некоторые компоненты мы допаиваем вручную – например, провода. Вручную паяем и некоторые особо сложные либо штучные изделия. Но мы стараемся минимизировать ручной труд, автоматизируя по возможности все процессы.
Для мерной резки, зачистки и опрессовки проводов у нас есть отдельный участок, где мы используем четыре автомата компании Schleuniger. Есть два настольных пресса для опрессовки разъемов, в том числе на шлейф.
Готовые изделия направляются на участок программирования и функциональной проверки.
Функциональная проверка
Функциональной проверке подвергаются 100% готовых изделий, до этапа финишной сборки. Полностью собранные платы после монтажа поступают на участок функционального тестирования. На этом же этапе программируются микроконтроллеры изделий. Для тестирования и программирования мы разрабатываем специальные стенды. Стараемся максимально автоматизировать процедуру тестирования – у нас есть стенды, которые сами нажимают на кнопки, распознают цвет свечения светодиодных индикаторов. Оператор лишь должен установить плату и запустить программу проверки. На одном рабочем месте может быть два стенда для одного и того же изделия – это ускоряет процесс тестирования. Разработкой стендов и всей необходимой оснастки занимается специальное подразделение.


Функциональный контроль. На одном рабочем месте - два стенда
Некоторые изделия дополнительно ставятся на технологический прогон. Например, наши самые массовые устройства – датчики дыма – тестируются на специальном автоматизированном стенде. Параметры всех датчиков регистрируются на сервере.
Технологический прогон проводится и по источникам питания. Для них разработана специальная методика – включение, зарядка и разрядка аккумуляторов происходит по определенной программе. Некоторые производственные дефекты удается выявить только при таком технологическом прогоне.
Финишная сборка
У нас два участка финишной сборки – для изделий в пластмассовых и в металлических корпусах. Здесь выполняется отверточная сборка, монтаж изделий в корпус и упаковка. Каждый слесарь устанавливает плату в корпус, наклеивает все этикетки, собирает комплект запасных частей и принадлежностей, проставляет в сопроводительной документации все штампы и заводские номера. Дальше упаковщик проверяет комплектность, запечатывает коробку и в групповой упаковке передает на склад готовой продукции. Рабочие места на финишной сборке также максимально автоматизированы.
Некоторые виды изделий после финишной сборки направляются на технологический прогон, и лишь затем – на упаковку. Неисправные устройства накапливаются в изоляторе брака, а затем передаются в ремонт.

Испытательный стенд датчиков задымления

Стенд технологического прогона готовых изделий
Автоматизированная система прослеживаемости
На каждом рабочем месте – ручной установки компонентов, пайки, функционального контроля, финишной сборки – установлены сенсорные мониторы и считыватели штрихкода. Это элементы системы прослеживаемости, которой в компании придают огромное значение. Как на практике происходит работа с этой системой при производстве, пояснил начальник монтажного участка Андрей Сергеевич Чинарев.

Андрей Сергеевич Чинарев
Основа системы – база данных, в которой хранится вся информация о том, что происходит с изделиями на пути их производства. С ее помощью легко прослеживать все технологические операции (кто, что и когда выполнял), а также перемещения изделий по предприятию. Перед сборкой на лазерном маркировщике на все печатные платы наносятся уникальные штрихкоды, которые считываются при прохождении изделием всех этапов сборки.
На каждом рабочем месте установлен сканер штрих-кода и терминал нашей собственной разработки на базе нетбука с сенсорным экраном. Интерфейс терминала был разработан так, что им пользоваться очень просто. У всех работников есть персональный идентификационный номер и соответствующий ему штрих-код. Каждой технологической операции также присвоен собственный штрих-код. Перед началом работы с платой монтажник считывает сканером свой код, затем код текущей операции из таблицы и код платы – в результате в базе данных фиксируются все действия с платой и имена выполнивших их сотрудников. Каждая дополнительная операция, например, ремонтная, тоже фиксируется.

Рабочее место на участке объемного монтажа. Виден терминал системы автоматизации и считыватель штрих-кодов

Терминал системы автоматизации
Завершив работу с партией плат, монтажник с помощью своего терминала создает накладную – указывает, сколько и каких изделий передается на другой участок. Для этого достаточно нажать несколько кнопок на сенсорном экране. Накладная распечатывается на сетевом принтере и помещается в лоток вместе с платами. Факт получения изделий на следующем участке также фиксируется. По сути, бумажные накладные нам не нужны – вся информация хранится в электронном виде.
Для каждого участка существует своя база данных, к которой открыт доступ начальнику участка. Я в любой момент вижу, сколько плат в работе, у кого они, сколько отгружено. Могу проанализировать эффективность сотрудников. Очень удобно.
Насколько важна такая система управления для предприятия?
А.С.Ионов. Система прослеживаемости – это часть системы автоматизации предприятия. Она была разработана нами самостоятельно. Она уникальна, так как создавалась с учетом специфики нашего предприятия. Специальная группа программистов постоянно развивает систему, разрабатывает новые модули, совершенствует уже имеющиеся. Система не только хранит полную историю каждого изделия, всю конструкторско-технологическую документацию, маршрутные карты. Она помогает планировать производство.
В базу заносятся и ведомости покупных изделий. При формировании заказов система автоматически указывает, на какие участки какие комплектующие необходимо выдать. Отслеживается состояние склада комплектующих, информация о заканчивающихся компонентах передается в отдел снабжения.
С помощью системы мы отслеживаем все производственные процессы – с момента, когда на плате был выгравирован штрихкод до ее установки в изделие и отгрузки на склад готовой продукции. Учитываются все проблемы, все ремонтные работы, все дефекты и ошибки. Легко получить любую информацию о пути изделия по производству, проследить конкретную технологическую операцию и ее исполнителя – введя номер изделия, можно тут же получить данные обо всех выполнявшихся действиях.
В базе фиксируются все рекламации по нашим изделиям, все обнаруженные проблемы. Мы и через много лет можем понять, в чем была причина неисправности – ошибка работника, некачественные комплектующие и т.п. Учитывается и хранится абсолютно вся информация.
Наша система – это еще и мощный аналитический инструмент. Система позволяет делать любые аналитические срезы. Можно проанализировать распределение ошибок по их типам, по отдельным работникам, по подразделениям. На основании этих данных мы анализируем статистику по каждому изделию и можем принимать соответствующие меры. Очень мощный и удобный инструмент.
С помощью автоматизированной системы мы ввели на предприятии полностью электронный документооборот. Мне, как главному технологу, документы на подпись поступают в электронном виде. И я их заверяю своей электронной подпись. Аналогично действуют и другие службы предприятия.
Система автоматизации не только обеспечивает управление производством и совершенствование изделий. Это и наше дополнительное конкурентное преимущество. Сейчас во всем мире активно используется такой показатель качества, как наработка на отказ. Он определяется на основе отношение числа отказов приборов за определенный период к общему числу выпущенных за это время устройств. По этому показателю все производители сравнивают качество своих изделий с конкурентами. Мы ведем учет всех выпущенных изделий, отслеживаем их на протяжении всего жизненного цикла, поэтому владеем статистикой отказов и охотно предоставляем ее нашим заказчикам, строительно-монтажным организациям. И это уже не голословные утверждения о качестве и надежности, а реальная, объективная статистика.
Система управления качеством
О том, как на предприятии организована и действует система качества, рассказал начальник отдела качества Александр Николаевич Иванов.

Александр Николаевич Иванов
Служба качества предприятия "Болид" основана в 2001 году. В 2003 году мы получили сертификат о соответствии системы менеджмента качества ГОСТ Р ISO9001 и регулярно проходили процедуры сертификации, последний раз это было в 2011 году. Первые три года мы работали с сертифицирующим органом TUV (ФРГ), однако их сертификаты оказались недействительными для российских органов сертификации. Поэтому сейчас мы работаем с российской организацией СТАНДАРТ-СЕРТ.
Система менеджмента качества охватывает все три этапа жизненного цикла изделий – разработку, изготовление и послепродажное сопровождение. На этапе производства мы выделили четыре процесса, которые постоянно отслеживаем. Это разработка, комплектование, производство и поставка. Уже 10 лет в конце года формируется отчет, где отслеживаются все наши достижения, и прежде всего – надежность аппаратуры.
Надежность изделий мы оцениваем по интенсивности рекламаций. Ведь ремонтируем нашу аппаратуру только мы сами. Статистика показывает, что третья часть приборов, которые поступают в ремонт, оказываются исправными – просто пользователи не смогли правильно сконфигурировать (запрограммировать) изделие.
Часть отказов вызвана неправильной эксплуатацией. К браку мы относим изделия, где отказ возник по нашей вине – допущен либо брак сборки, либо брак разработки, брак комплектующих и т.п. Этот показатель мы стремимся постоянно снижать. Отказы по вине производства не превышают 0,01%.
Система управления качеством охватывает и такой аспект, как обучение пользователей работе с нашими приборами. Обучение включает целый набор мероприятий. Мы выкладываем информацию на сайт предприятия, проводим вебинары и очные семинары. Кроме того, наши партнеры – учебные предприятия в Москве и Санкт-Петербурге постоянно проводят учебные курсы по нашим продуктам.
Как контролируется качество в процессе производства?
Начиная с входного контроля комплектующих – разумеется, выборочного. У нас есть перечень покупных комплектующих изделий, которые требуют входного контроля. В процессе производства на каждом участке применяется пооперационный контроль. Например, на участке поверхностного монтажа в основном используются автоматические методы контроля – АОИ и электрический внутрисхемный контроль. На других участках, в основном, используем визуальный контроль.
На предприятии действует система премирований и взысканий, стимулирующая недопущение брака. Например, недавно на участке упаковки работник визуально обнаружил неисправность. Мы его сразу поощрили – но естественно, за счет того, кто этот брак допустил. Конечно, мы не можем полностью избежать случаев, когда неисправный прибор оказывается у потребителя. Но в таких случаях мы очень жестко разбираемся. Выявляем причину неисправности, по штрих-коду на плате находим маршрутный лист, определяем, на какой операции и кем был допущен брак.
Каждый месяц на всех производственных участках проводятся собрания по качеству. Анализируются производственные дефекты, причины их возникновения. Один раз в квартал проводится совещание по качеству, в котором участвуют все руководители подразделений. Его ведет генеральный директор. Рассматриваются все текущие и перспективные вопросы, влияющие на качество продукции. Оформляются поручения по различным аспектам нашей деятельности.
Итак, визит в компанию "Болид" показал, что многономенклатурное массовое производство в России – это не фантастика. Мы увидели предприятие, работающее в далеко не идеальных условиях, но при этом выпускающее продукцию с высокой эффективностью и качеством. Предприятие, которое живет и развивается исключительно за счет производимой продукции. При этом компания использует наиболее совершенное технологическое оборудование – и это приносит успех.
Обратим внимание – в компании действует сквозная система автоматизированного управления. Директор предприятия на своем мониторе в любой момент может увидеть как мгновенное состояние производственных процессов, так и сформировать любую статистическую выборку за любой период. Это не просто полная управляемость. Такая система позволяет реально определять потребности в новом технологическом оборудовании, оценивать его эффективность.
Казалось бы, именно такие компании, как "Болид", должны быть основой российской электроники, именно в них разумно инвестировать средства, в том числе и государственные, обеспечивать режим наибольшего благоприятствования – ведь помогать нужно сильным и умелым. Перенимать опыт, приглашать на все совещания и конференции. Однако на практике подобного не происходит. Может быть, когда-нибудь произойдет?
Об особенностях оснащения производства компании "Болид" с точки зрения поставщика оборудования мы попросили рассказать Илью Желюкова, руководителя проектов компании "Остек-СМТ".
Оснащая производство "Болида", мы столкнулись с задачей создания линии, которая должна выпускать массовую продукцию с выходом годных 99% и в то же время быть гибкой. Быстрый переход с одного изделия на другое был одним из обязательных условий.
Самая важная особенность линий поверхностного монтажа в компании "Болид" – в них используется по две системы АОИ, для контроля нанесения пасты и для выходного контроля после оплавления. Причем система АОИ нанесения пасты Viscom S3088 SPI строит трехмерную модель отпечатков и на ее основании может корректировать работу трафаретного принтера – например, изменить дозу пасты, дополнительно очистить трафарет. При необходимости подается сигнал оператору, чтобы он вмешался в процесс. Такой интеллектуальный подход закономерно ведет к снижению дефектов печати. В России подобные решения пока никто другой не применял.
Очень важным для компании "Болид" было качество сервисной поддержки. Остановка линии означает для предприятия серьезные убытки, так как она парализует работу всех стоящих после нее участков производства. По условиям контракта с "Болид", мы в течение трех лет обеспечиваем расширенную гарантийную поддержку оборудования. При возникновении нештатных ситуаций служба поддержки Остека должна в течение нескольких часов отреагировать и устранить проблему ее за деньдва. Таким образом, время остановки производства сводится к минимуму.
В целом, задачу "Болид" перед нами поставил достаточно сложную – на одной линии в рамках серийного производства нужно выпускать различные изделия партиями и в 100 тыс., и в 10 тыс., и просто в 10 штук. Но я полагаю, мы ее успешно решили.
Источник: И. Шахнович, М. Шейкин, www.electronics.ru, журнал Электроника НТБ, №3 (00134) 2014







 Конкурсы
Конкурсы Карта
Карта