Вернуться к отделу ТНП РКК "Энергия"Вернуться к НФП "Энергия-сервис"
Предприятие РКК Энергия, наряду с космической тематикой имеет давние традиции в выпуске товаров народного потребления.
С 1970 года освоен выпуск металлопосуды: кастрюль-скороварок и кастрюль-молоковарок. Их выпуск в 1989 году составил 900000 штук.
С 1990 года предприятие приступило к выпуску электробытовых товаров. В специально созданном производстве был освоен выпуск кухонных процессоров по лицензии японской фирмы "SANYO", а в 1995 году по ее же лицензии начат выпуск пылесосов. Общая мощность - 450000 изделий в год.
В 2000 году был разработан и освоен выпуск нового товара - электросмеситель в комплекте с насадками (мельница универсальная и терка).
В 2002 году с итальянской фирмой "CANDY" было создано совместное предприятие "ЭДА", а в 2003 году было освоено производство пылесоса "ALPINA", соответствующего современным европейским стандартам.
Кроме того, совместно с фирмой "МЕТТЭМ" мы выпускаем фильтры для очистки воды.
С 2005 года производство товаров народного потребления перешло в дочернее предприятие ООО НПФ "
ЭНЕРГИЯ-СЕРВИС". Производственная база РКК "Энергия" -
ЗЭМ РКК Энергия
Примеры товаров:

Цех литья и штамповки

Цех сборки и испытаний
В 1990 году в РКК "Энергия" им. С. П. Королева было создано производство по выпуску электробытовых товаров.
В состав производства входят четыре цеха, которые занимают площадь свыше 29 тыс. м2.
Численность персонала - около 600 человек.
Производство оснащено высокоточным и высокопроизводительным оборудованием зарубежного и отечественного производства.
Литье пластмасс под давлением (
Энергия-сервис)
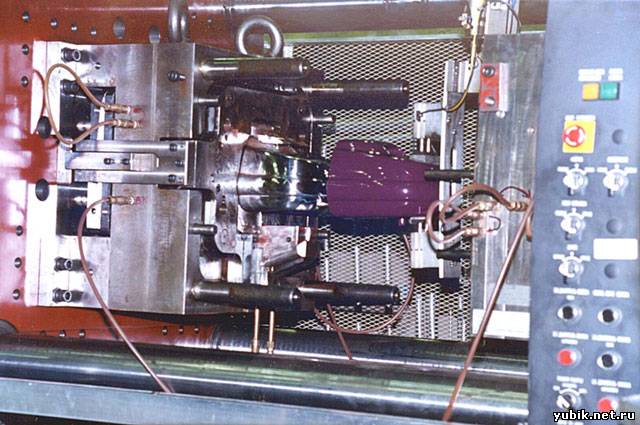
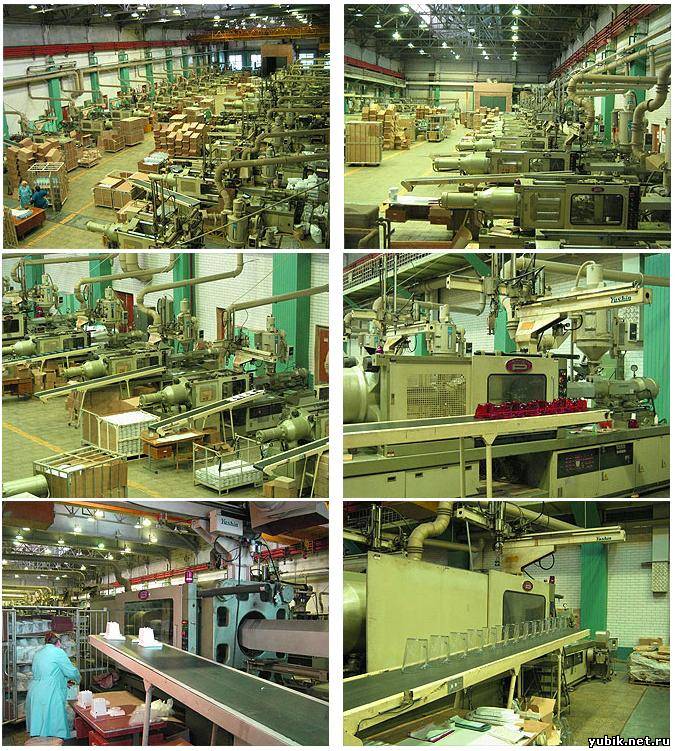
На территории предприятия находится цех переработки пластмасс.
Цех переработки пластмасс площадью 2000 м2 оснащен 35 термопластавтоматами (ТПА) на которых осуществляется производство деталей методом литья под давлением из термопластичных полимерных материалов. Установленные ТПА фирм "NISSEI" (Япония) и "DEMAG" (Германия) с усилием смыкания от 20 до 660 тонн и объемом впрыска от 18 до 2800 см3 позволяют изготавливать широкую гамму деталей массой до 3 кг. Работа на пресс-формах как с холодным, так и с горячим литниковым каналом.
В цехе в изделия перерабатываются свыше 15 видов термопластичных полимерных материалов.
Большинство ТПА оснащены дополнительным оборудованием (роботами, холодильными установками, контроллерами для пресс-форм, сушилками, пневмозагрузчиками, бункер-накопителями, конвейерами, дробилками), обеспечивающим подготовку и загрузку сырья, контроль изготовления, съем и транспортировку изделий. Все это позволяет осуществлять изготовление деталей полностью в автоматическом режиме.
Также в цеху возможно изготовление изделий из термореактивных полимерных материалов на реактопластавтомате фирмы "NISSEI" (Япония) с усилием смыкания 120 тонн и объемом впрыска 314 см3.
В настоящее время в цехе изготавливаются комплектующие детали для пылесосов, кухонных процессоров, электросмесителей, фильтров очистки воды и др., всего свыше 200 наименований деталей.
Участок переработки пластмасс

При необходимости производство изделий из пластмасс работает 24 часа в сутки, 7 дней в неделю. Дополнительная обработка, первичная сборка и упаковка, двухкратный визуальный контроль производится оператором на рабочем месте. На каждом этапе производства, сборки и упаковки все изделия проверяются независимой службой ОТК. Подготовленные к отгрузке партии товара проходят дополнительную выборочную проверку и полностью готовы для реализации через розничные торговые сети.
После завершения работ пресс-форма консервируется и хранится в теплом, сухом помещении.
В настоящее время в цехе литья пластмасс под давлением изготавливаются комплектующие детали для пылесосов, кухонных процессоров, кондиционеров, фильтров очистки воды и др., всего свыше 250 наименований деталей.
Также выполняется литье пластмасс на заказ.
Основные термопластичные полимерные материалы, используемые при литье пластмасс под давлением:
- полиэтилен (ПЭВД, ПЭНД, ПЭНП, ПЭВП)
- полипропилен (ПП)
- полистирол (ПС, УПМ, УПС)
- сополимер акрилонитрила, бутадиена и стирола (АБС)
- полибутилентерефталат (ПБТ)
- поливинилхлорид (ПВХ)
- полиформальдегид (ПФЛ)
- сополимер стирола и акрилонитрила (САН)
- сополимер метилметакрилата, стирола и акрилонитрила (МСН)
Для предварительной оценки стоимости работ по литью термопластичных полимерных материалов желательно знать:
- вес одного изделия
- марка материала
- ориентировочный цикл литья
- количество гнезд пресс-формы
- тип пресс-формы
- присоединительные размеры пресс-формы
- объем заказа
Консультации по телефону: (495) 513-6057, моб (985) 228-1570; (985) 776-4307 или отправить
сообщение.
Листовая штамповка (
Энергия-сервис)
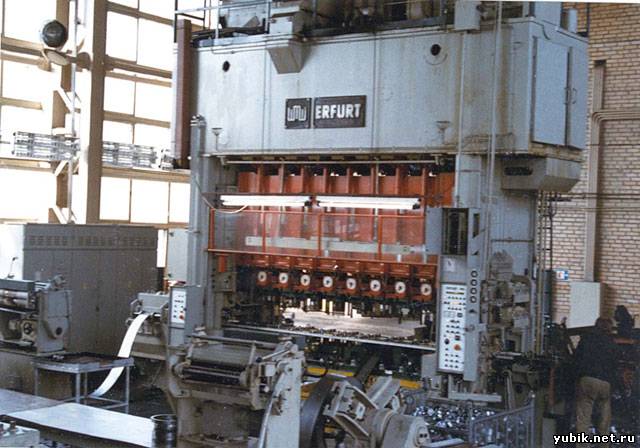
Листоштамповочное производство оснащено:
- высокопроизводительными 8-ми позиционными прессами-автоматами усилием 320 и 1000 тс с глубокой вытяжкой деталей диаметром до 200 мм из рулона ленты шириной до 400 мм, карт и полос;
- высокоскоростным пресс-автоматом "OHTSUKA HE-100" для одновременной вырубки пластин сердечников ротора и статора, сборки в пакет сердечников ротора и статора, с автоматической линией транспортировки и раздельной укладки в тару сердечников ротора и статора;
- высокопроизводительными пресс-автоматами фирмы "AIDA" усилием 35, 60, 80, 110 тс с разматывающим и правильным устройствами для штамповки деталей из рулонного и листового металла S = 0,25 - 2,0 мм в автоматическом и полуавтоматическом режиме;
- универсальными кривошипными прессами усилием 500 тс с размером стола соответственно 1400 х 2400 и 1800 х 3000 мм;
- универсальными одно и 2-х стоечными и одно и 2-х кривошипными прессами усилием 6,3; 16; 25; 40; 63; 100; 160 тс;
- гидравлическими прессами усилием 160 тс.


Многопозиционный пресс-автомат "PAUST-320"


Транспортная система пресс-автомата "OHTSUKA HE-100"
 Механообработка и изготовление ножей
Механообработка и изготовление ножей

Участок изготовления валов электродвигателей
Механообрабатывающее производство оснащено:
- высокопроизводительными токарными однопрутковыми и 6-ти шпиндельными автоматами продольного точения деталей длиной до 160 мм и диаметром соответственно до 16 и до 30 мм из прутка длиной 3 м;
- бесцентрошлифовальными станками с диаметром шлифовального круга 400 мм с автоматической и ручной подачей деталей;
- профиленакатными 2-х роликовыми станками усилием 6,3 и 14 тс с автоматической и ручной подачей деталей.
Участок изготовления ножейВключает в себя оборудование отечественного и импортного производства, в т.ч. прессы для штамповки ножей кухонного процессора и смесителя из нержавеющих сталей S = 0,5 - 1,2 мм, обладающих высокой износостойкостью и сопротивлением коррозии, линию обезжиривания деталей, печи для термообработки, галтовочное оборудование для снятия заусенцев и окалины, установки для заточки режущих кромок ножей и линию электрополировки поверхности деталей.
Виды выпускаемых ножей:
 Технология изготовления коллекторных электродвигателей
Технология изготовления коллекторных электродвигателей

Участок изготовления коллекторов
Сборочное производство коллекторных электродвигателей размещено в цехе общей площадью 6000 м2 и состоит из участка изготовления коллекторов; линий сборки роторов, статоров, АВП и электродвигателей.
Участок изготовления коллекторов работает по замкнутому циклу - от изготовления ламелей до готового коллектора. В настоящее время серийно изготавливаются 2 типа коллекторов, это 18-ти ламельный и 22-х ламельный. В ближайшее время будет освоено изготовление 24-х ламельных коллекторов. Мощность коммутации выпускаемых коллекторов до 1700 Вт, частота вращения до 35000 об/мин.
Уникальное оборудование японского производства позволяет изготавливать 1000 коллекторов в смену каждого типа.
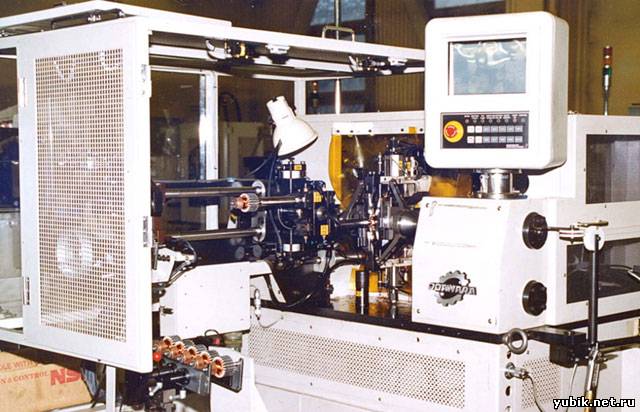
Автоматическая линия изготовления роторов фирмы "ODAWARA" (Япония) состоит из 26 агрегатов, связанных в единую транспортную систему на которой изготавливаются 3 модификации роторов.


Автоматическая линия изготовления роторов
Линия в автоматическом режиме проиозводит полную сборку, пропитку защитным лаком, механообработку, балансировку и испытания роторов двигателей.
Производительность линии - 1000 роторов в смену. Линия изготовления статоров состоит из ленточного конвейера и 7 единиц оборудования Японского производства на которых изготавливают 5 модификаций статоров. Производительность линии - 1000 статоров в смену.
Линия изготовления агрегатов воздуховсасывающих (АВП) состоит из ленточного конвейера и 11 полуавтоматов Японского производства в единую транспортную систему. На линии изготавливаются два типа АВП номинальной мощностью 1000 и 1300 Вт.
Каждый АВП проходит обкатку и испытания на автоматической линии контроля.
Производительность линии - 1000 АВП в смену.
Линия изготовления электродвигателей состоит из ленточного конвейера и 8 полуавтоматов японского производства, связанных в единую транспортную систему. На линии изготавливаются два типа электродвигателей.
Каждый электродвигатель проходит обкатку и испытания на автоматической линии контроля.
Производительность линии - 1000 электродвигателей в смену.

Конвейер сборки электродвигателей
Сборочное производство (
Энергия-сервис)
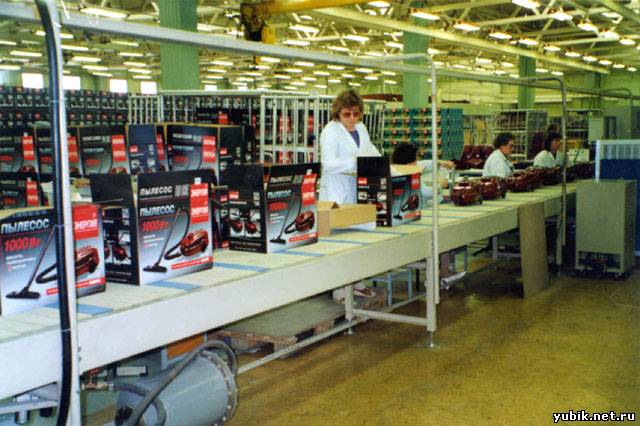
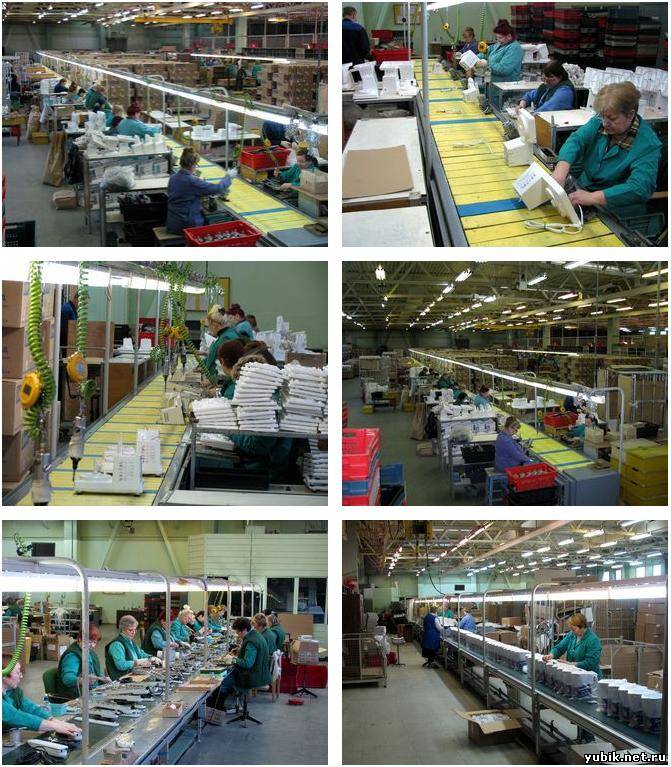
Производство ТНП располагает сборочным оборудованием, включающим в себя ленточные и пластинчатые конвейеры с подводом электро- и пневмопитания для работы используемого инструмента, а также включенным в процесс сборки оборудованием электронного контроля параметров собираемых изделий. Включенные в сборочный процесс полуавтоматы обеспечивают качество продукции.


Конвейер сборки кухонных процессоров


Конвейер сборки пылесосов
 Другие виды технологийТампопечать
Другие виды технологийТампопечать (
Энергия-сервис)

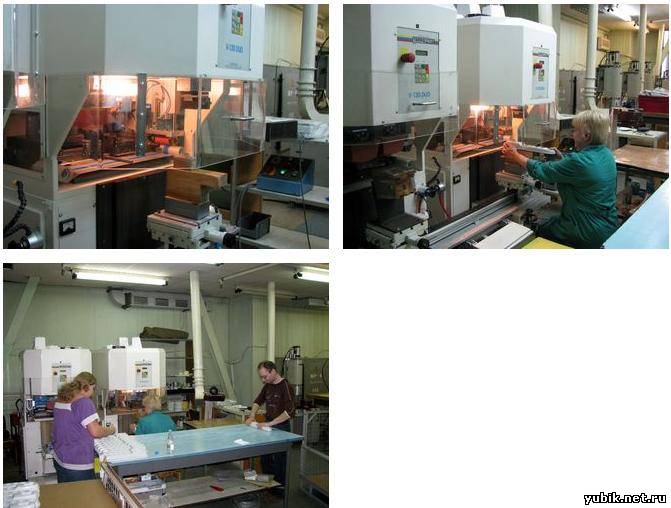
Для нанесения логотипов и красочных изображений на корпуса электробытовых приборов применяется тампопечать, которая является одной из наиболее современных технологий в этой области. Нанесение тампопечати осуществляется на 4-х красочном пневматическом станке марки "V130/130 DUO" фирмы "TAMPOPRINT" (Германия) закрытой красочной системы, изготовленным по спецзаказаказу и позволяющим наносить тампопечать на крупногабаритные детали. В результате применения данной технологии значительно улучшился дизайн электробытовых приборов.
 Ультразвуковая сварка
Ультразвуковая сварка (
Энергия-сервис)


Процесс сварки длится от долей секунды (на мелких деталях) до 3-х секунд (на больших деталях). При УЗС не получаются выступы, характерные для сборки с использованием растворителей или клеев. Поверхности, получившиеся при сварке, отличаются особой чистотой. Так как ультразвуковой нагрев имеет место только в соприкасающихся поверхностях двух или более деталей, то остальные деталей не деформируются при сварке.
Для сварочных работ применяются установки УЗС японского производства модели "SONOPET" 1500В/Р45А.
 Кустопосадка
Кустопосадка

Установка кустопосадки
Участок изготовления щеток включает в себя следующие установки производства фирмы "BORGHI" Италия:
- машина резки волокон
- машина для производства щеток и швабр
- машина для стрижки щеток
Данное оборудование позволяет производить щетки и швабры различных размеров и форм в широком диапазоне (100 х 300 мм) из пластмассовых или деревянных колодок, прошитых растительным, животным и синтетическим волокном. Набивка в основание щеток волокон осуществляется по программе с компьютера машины, что обеспечивает возможность быстрой переналадки оборудования с одной модели на другую.
 Экструзия
Экструзия (
Энергия-сервис)

В цехе переработки пластмасс находится участок по изготовлению методом экструзии гофрированных шлангов для пылесосов различных моделей, а также поливочных шангов для садов и огородов.
Имеющееся оборудование (экструдер и гофрировальная машина) итальянской фирмы "OLMAS" позволяет изготавливать гофрированные шланги из термопластичных полимерных материалов на основе поливинилацетата, поливинилхлорида и др., а также сантехнические гофрированные рукава с наружным диаметром от 20 до 42 мм любой длины.
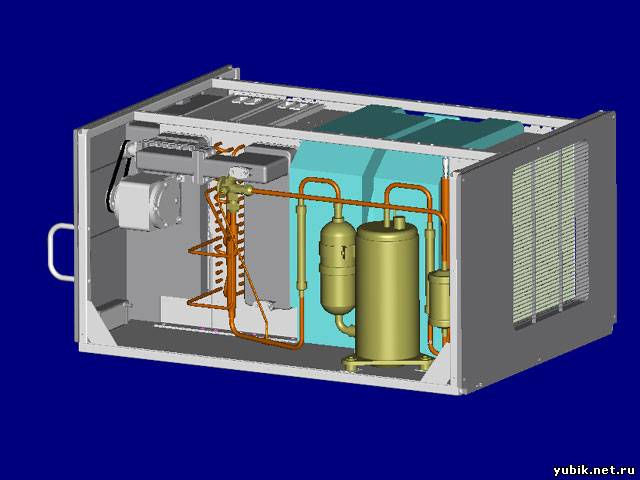
Монтаж и техническое обслуживание систем кондиционирования (
Энергия-сервис)
Компания ООО НПФ «Энергия-Сервис» является официальным дилером GREE ELECTRIC APPLANCES Inc., участвует в программе «Глобальный Контроль Качества GREE» (GREE — Global Quality Control), имеет сертификат GREE и несет полную ответственность за проектирование, монтаж и сервисное обслуживание кондиционеров этой марки.
Кондиционеры GREE
Установка систем естественного освещения и вентиляции (
Энергия-Сервис)
ООО НПФ «Энергия-Сервис» осуществляет комплекс услуг по проектированию, комплектации и монтажу систем естественного освещения и вентиляции для зданий и сооружений промышленного и хозяйственно-бытового назначения, использование поликарбонатного покрытия Данпалон.
Системы естественного освещения и вентиляцииИспытательная база
В производстве товаров народного потребления используется уникальное импортное и отечественное оборудование, позволяющее проводить точный расширенный контроль электрических и эксплуатационных характеристик товаров народного потребления как при выпуске продукции (осуществляется быстрый 100% контроль основных параметров), так и периодический выборочный контроль с более точным расширенным диапазоном параметров и их компьютерной распечаткой.
Для контроля коллекторов используется уникальное японское оборудование, позволяющее проводить динамические испытания коллекторов с последующей проверкой биения ламелей и выдачей распечаток диаграмм испытаний.
Для периодического подтверждения выпускаемой продукции из контроля новых комплектующих имеется оборудование ресурсных испытаний, позволяющее проводить контроль широкого спектра параметров, таких как шумовые испытания, виброиспытания, пробеговые испытания, ударные испытания и т.п.






Испытательное оборудование
Конструкторско-технологический отдел
Конструкторско-технологический отдел - инженерный центр производства товаров народного потребления (ТНП), обеспечивающий полный цикл подготовки производства от выбора товара, предлагаемого к производству до разработки технологических процессов по его изготовлению и последующего текущего сопровождения изготовления этого товара в производстве ТНП.
В своем составе имеет конструкторское бюро по разработке товаров и технологическое бюро, включающее специалистов по переработке неметаллов, листовой штамповке, механической обработки, конвейерной сборке и испытаний.
Разработка и контроль технологичности осуществляется в системе PRO/Engineer, включая модули: по листовой штамповке - Sheet Metal, по контролю проливаемости пластиковых деталей - Plastic Adviser, для динамических, кинематических и прочностных расчетов - PRO/Mechanica, модуль проектирования сложных поверхностей. Разработки для сокращения времени ведутся в едином проекте с использованием PRO/Intralink.



Конструкторско-технологический отдел производства товаров народного потребления, имеющий опыт постановки на массовое производство таких изделий как пылесосы, кухонные процессоры, мультимиксеры и другие товары может оказать следующие инжиниринговые услуги:
- Маркетинговые исследования по заданным Заказчиком товарам.
- Исследования потребительских и технических характеристик представленных Заказчиком образцов товаров. Исследования проводятся на базе имеющихся на предприятии лабораторий и стендов.
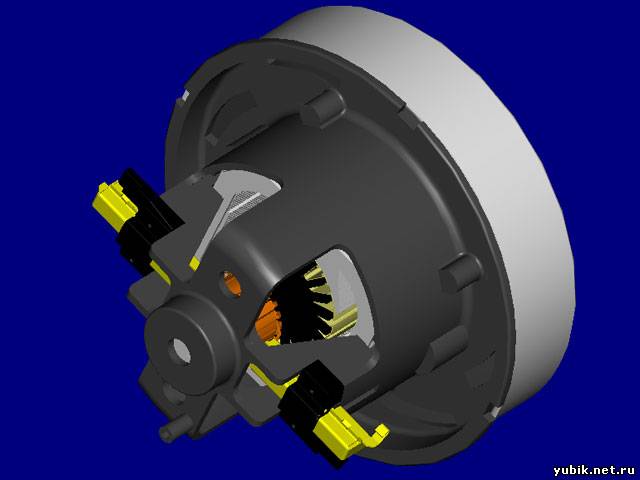
- Разработка дизайна изделия по исходным данным Заказчика, включая создание 3D-модели изделия и изготовление дизайн-макета по 3D-модели методами быстрого прототипирования.
- Разработка конструкторской документации и 3D-модели деталей и изделия в целом по ТЗ Заказчика с технологическим контролем разработки на условия производства Заказчика или ЗЭМ.
- Переработка конструкторской документации Заказчика под условия массового или серийного изготовления под конкретное производство или на ЗЭМ.
- Изготовление методами быстрого прототипирования габаритных макетов изделий для проверки собираемости и функционирования.
- Изготовление методами быстрого прототипирования опытной партии изделий без подготовки производства.
- Анализ конструкторской документации Заказчика на технологичность и разработка технологии изготовления под конкретное производство или на ЗЭМ.
- Разработка спецификаций оборудования и оснастки, включая штампы и прессформы, для изготовления на ЗЭМ или другом производстве.
- Заказ, контроль изготовления и приемка оснастки и оборудования под Заказчика.
Работы осуществляются в системе PRO/Engineer, включая модули: по листовой штамповке - Sheet Metal, по контролю проливаемости пластиковых деталей - Plastic Adviser, для динамических, кинематических и прочностных расчетов - PRO/Mechanica, модуль проектирования сложных поверхностей. Разработки для сокращения времени ведутся в едином проекте с использованием PRO/Intralink.
Телефон: 513-68-48, факс: 513-68-45
E-mail: Boris.Harlov@rsce.ru







 Конкурсы
Конкурсы Карта
Карта